Black Tubes Insulation Carbon Steel Cold Drawn Precision Seamless Steel Pipes





Short Description:
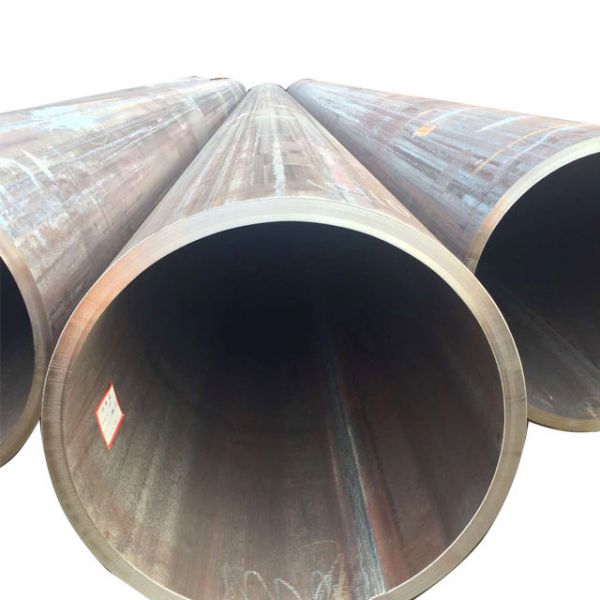
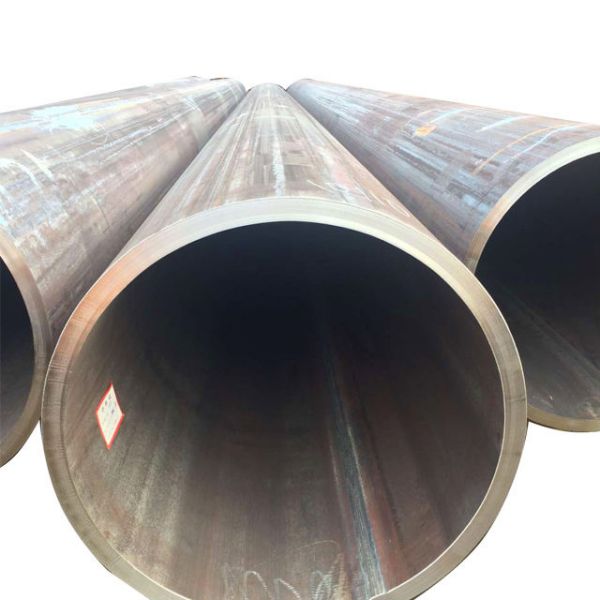
LSAW pipe is Longitudinal Submerged Arc Welding pipe.
The production technology of LSAW pipe is flexible, and it can produce specifications and models that can not be produced by high frequency steel pipe, spiral steel pipe and even seamless steel pipe.
Fast and good quotations, informed advisers to help you choose the correct product that suits all your needs, a short production time, responsible quality control and different services for paying and shipping affairs for Black Tubes Insulation Carbon Steel Cold Drawn Precision Seamless Steel Pipes, Each of the time, we’ve got been paying notice on all particulars to insure each item happy by our consumers.
Fast and good quotations, informed advisers to help you choose the correct product that suits all your needs, a short production time, responsible quality control and different services for paying and shipping affairs for China Heavy Wall Thickness Semaless Steel Pipe and Steel Pipe, Should any of these items be of interest to you, please let us know. We’ll be satisfied to give you a quotation upon receipt of one’s detailed specifications. We have our personal experienced R&D enginners to meet any of one’s requriements, We appear forward to receiving your enquires soon’and hope to have the opportunity to work together with you in the future. Welcome to check out our company.
Application: LSAW pipe is mainly used for pipeline transportation, especially for the transportation of wet acid natural gas under conditions.
Standard: API 5L, ASTM A53, ASTM A500, JIS G3444.
Material: Q195, Q235; S195, S235; STK400.
Outer Diamenter: 219-2020mm.
Wall thickness: 5-28mm.
Surface Treatment: Bare or Painted.
End: PE (plain end) or BE (bevelled end).


Features:
-Large diameter steel pipes.
-Thick walls.
-High-Pressure resistance.
-Low-temperature resistance.
Tests:
-Chemical Component Analysis.
-Mechanical Properties – Elongation, Yield Strength, Ultimate Tensile Strength.
-Technical Properties – DWT Test, Impact Test, Blow Test, Flattening Test.
-X-ray Test.
-Exterior Size Inspection.
-Hydrostatic Test.
-UT Test.
The basic metal and welding metal have been tested according to the specification of the pipe API SPEC 5L, DIN, EN, ASTM, GOST standard and other standards.
Also, LSAW pipe can be welded with flanges, lifting eyes and other parts depending on clients’ requirements.
LSAW pipe are used for conveying fluids like oil, gas and water transportation as well as used for seashore projects and ground constructions. These products are manufactured in China and are exported to other countries like United States of America, Canada, India, Pakistan, Africa, etc.
The LSAW large diameter steel pipe manufacturing process is explained in the steps below:
1. Plate Probe: This is used for manufacturing the large diameter LSAW joints right after it enters the production line which is the initial full-board ultrasonic testing.
2. Milling: The machine used for milling does this operation through two-edged milling plate to meet the requirements of the plate width and the sides parallel to the shape and degree.
3. Pre-curved side: This side is achieved by using a pre-bending machine on the pre-bending plate edge. The plate edge needs to meet curvature requirement.
4. Forming: After the pre-bending step, in the first half of the JCO molding machine, after stamped steel, it is pressed into a “J” shape while the on the other half of the same steel plate it is bent and pressed into a “C” shape, then the final opening forms an “O” shape.
5. Pre-welding: This is to make a welded pipe steel a straight seam after it has been formed and then use gas welding seam (MAG) for continuous welding.
6. Inside weld: This is done with a tandem multi-wire submerged arc welding (about four wire) on the inner part of the straight seam welded steel pipe.
7. Outside Weld: Outside weld is the tandem multi-wire submerged arc welding on the outer part of the LSAW steel pipe welding.
8. Ultrasonic Testing: Outside and inside of the straight seam welded steel pipe and both sides of the base material are welded with 100% inspection.
9. X-ray inspection: X-ray industrial TV inspection is carried out on the inside and outside using image processing system to make sure there is detection sensitivity.
10. Expansion: This is for accomplishing submerged arc welding and straight seam steel pipe length hole diameter so as to improve the steel tube’s size precision and improve the distribution of stress in the steel tube.
11. Hydraulic test: This is carried out on the hydraulic test machine for steel after expanding by-root test for ensuring the steel pipe meets the standard requirements with the machine having an automatic recording and storage capabilities.
12. Chamfering: This involves the inspection carried out on the steel pipe at the end of the whole process.
Fast and good quotations, informed advisers to help you choose the correct product that suits all your needs, a short production time, responsible quality control and different services for paying and shipping affairs for Popular Design for Black Tubes Insulation Carbon Steel Cold Drawn Precision Seamless Steel Pipes, Each of the time, we’ve got been paying notice on all particulars to insure each item happy by our consumers.
Popular Design for China Heavy Wall Thickness Semaless Steel Pipe and Steel Pipe, Should any of these items be of interest to you, please let us know. We’ll be satisfied to give you a quotation upon receipt of one’s detailed specifications. We have our personal experienced R&D enginners to meet any of one’s requriements, We appear forward to receiving your enquires soon’and hope to have the opportunity to work together with you in the future. Welcome to check out our company.